诺玛斯基棱镜设计并实现
诺玛斯基棱镜(Nomarski Prism)精度实现的核心是:设计阶段用偏振 / 双折射光路精确建模与多参数优化锁定分束角与相干平面位置;加工阶段对石英晶体实施角度、光轴、面形与尺寸的纳米级 / 角秒级控制;装配与检测闭环验证。下面从设计、加工、装配 / 检测三方面展开,并给出典型指标与控制要点。
一、设计精度:从原理到参数闭环
1.1. 核心原理与精度目标
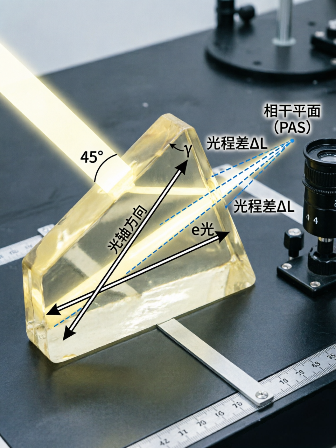
Nomarski 棱镜本质是光轴倾斜的改进型沃拉斯顿棱镜,由两块石英(或方解石)楔形晶体胶合而成,光轴不平行于棱边,可将相干平面(PAS)移出棱镜体外,匹配显微物镜后焦面。
关键精度指标(DIC 显微镜常用):
分束角 ε:≤0.0041°(≈15″,由物镜分辨率决定)
相干平面距离 h:设计值 ±0.1 mm(与物镜焦面重合)
光程差 / 剪切量:≈物镜 1 倍焦深(亚微米级)
1.2. 关键参数与理论建模
主要参数:楔角 γ、光轴倾角 ν、入射角 αᵢ、晶体厚度 d、石英折射率 nₒ/nₑ(随波长)。
分束角 ε = βₑ − βₒ(o/e 光出射角差),由 γ 与 ν 强耦合决定。
相干平面位置 h 是 γ、ν、αᵢ 的非线性函数,需数值求解。
石英晶体(550 nm):nₒ≈1.544,nₑ≈1.553,双折射 Δn≈0.009。
1.3. 优化设计流程(MATLAB/Zemax)
光路精确计算:双折射折射、偏振分解、胶合面与出射面折射,建立 ε(γ,ν,αᵢ)、h (γ,ν,αᵢ) 模型。
参数敏感性分析
楔角 γ:每变化 0.01°,ε 变化≈0.0002°,h 偏移≈1–2 mm。
光轴倾角 ν:每变化 1°,h 偏移≈5–10 mm,ε 波动显著。
入射角 αᵢ:影响 h 与 ε 的平衡,需与物镜光轴匹配。
1.4多目标优化:约束 ε≤15″、h = 设计值 ±0.1 mm,同时兼顾加工可行性(γ 不宜过小,一般 0.1°–0.5°)。
典型设计结果(550 nm):αᵢ≈−4.05°,ν≈−8.89°,γ≈0.20°,d≈3.33 mm,h≈34.9 mm,ε≈0.0036°(13″)。
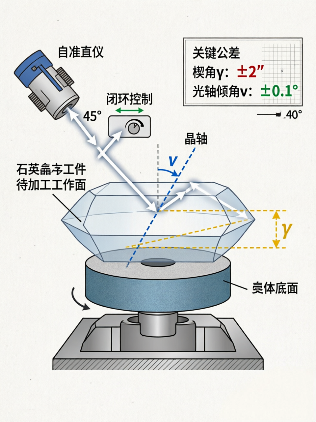
1.5公差分配:角度 ±2″,光轴 ±0.1°,厚度 ±0.01 mm,面形 λ/10(λ=633 nm)。
二、加工精度:石英晶体的超精密制造
2.1. 材料选择与预处理
材料:高均匀性石英单晶(Isochrome 级),应力双折射<1 nm/cm,气泡 / 杂质<10 ppm,保证偏振纯度与波前质量。
定向:X 射线衍射(XRD)或偏振显微镜精确标定光轴方向,定向精度≤0.05°,标记晶轴参考面。
2. 2关键工序与精度控制
晶体切割与楔角加工(γ)
加工设备:数控金刚石线切割机; 超精密铣磨床,主轴跳动≤0.1 μm,定位精度 ±1 μm;粗磨设备;抛光设备。
加工工艺:粗切,留 0.1–0.2 mm 余量,控制晶轴与楔面夹角。精磨,W7–W20 碳化硅磨轮,陶瓷结合剂,保证平面度≤0.5 μm;自准直仪实时监测楔角,闭环修正,最终楔角精度≤±2″。抛光,沥青抛光模 + 氧化铈,面形 PV≤λ/10(633 nm),粗糙度 Ra<0.5 nm,减少散射与偏振畸变。
2.3光轴倾角(ν)控制(核心难点)
加工方法:晶体定向→切割 / 研磨时精确控制晶轴与工作面夹角。
精度控制:定向,XRD 或偏振显微镜,光轴倾角误差≤±0.1°。加工,专用夹具(定位精度 ±1 μm、角度 ±1″),保证晶轴与楔面、胶合面的空间夹角,避免双折射分布不均。
2.4胶合与厚度控制(d)。胶合,紫外光敏胶(折射率匹配石英,n≈1.54),低压(0.1–0.5 MPa)固化,控制胶层厚度<1 μm,均匀性<0.2 μm,减少应力与光程差扰动。厚度,研磨 / 抛光后厚度公差 ±0.01 mm,平行度≤0.002 mm/100 mm,保证两晶体光程匹配。
2.5表面质量与镀膜。
· 面形:入射 / 出射面 PV≤λ/10,平面度≤0.5 μm,避免波前畸变。
· 表面缺陷:划痕 / 麻点 20/10(MIL-PRF-13830B),散射损耗<0.5%。
· 镀膜:宽带增透膜(400–700 nm),剩余反射<0.2%,偏振无关,减少反射杂散光。
2.6典型加工精度汇总
项目 |
楔角 γ |
光轴倾角 ν |
晶体厚度 d |
面形精度 |
表面粗糙度 |
平行度 |
指标 |
±2″(0.0006°) |
±0.1° |
±0.01 mm |
λ/10(PV,633 nm) |
Ra<1 nm |
≤5″ |
三、装配、检测与精度验证
3.1. 装配精度
· 定位:高精度机械定位 + 光学对准,棱镜光轴与物镜光轴同轴度≤5 μm,倾角≤1″。
· 调整:五维微调架(x/y/z/ 俯仰 / 偏摆),步距 0.1 μm/0.1″,闭环匹配相干平面与物镜焦面。
3.2. 关键检测方法
· 分束角 ε:高精度自准直仪 + 偏振光干涉法,分辨率 0.1″,实测值与设计值偏差<2″。
· 相干平面 h:干涉显微镜扫描,测量出射光剪切位置,误差<0.1 mm。
· 光轴方向:偏振显微镜 / XRD,精度 ±0.05°。
· 面形 / 波前:激光干涉仪(633 nm),PV≤λ/10,RMS≤λ/30。
· 偏振性能:椭偏仪,偏振消光比>1000:1,保证 DIC 对比度。
四、精度实现的核心要点总结
4.1设计
双折射光路精确建模 + 多参数(γ/ν/αᵢ)数值优化,锁定 ε≤15″、h±0.1 mm,公差分配到角秒 / 微米级。
4.2材料
高均匀性石英单晶,应力双折射<1 nm/cm,XRD 定向精度≤0.05°。其它双折射材料。
4.3加工
超精密铣磨 / 抛光(面形 λ/10、Ra<1 nm),楔角 ±2″、光轴 ±0.1°,胶层<1 μm 且均匀。
4.4装配 / 检测
同轴度≤5 μm、倾角≤1″,自准直仪 / 干涉仪闭环验证,ε 与 h 满足设计指标。
