高功率激光器的“护心镜”
激光器批量应用怕炸裂?先看Glan棱镜的“心脏”够不够硬!
“我们去年用某品牌的Glan棱镜做1064nm激光器,结果连续运行3小时后,棱镜表面直接炸出裂纹,光束质量直接崩了……”某激光企业工程师老张的吐槽,道出了高功率激光器选型的核心痛点——光学元件的损伤阈值和可靠性,直接决定产线能不能“活过试用期”。
而呈欣光电的Glan棱镜,却成了不少激光企业的“救命稻草”:某头部激光切割设备商的产线数据显示,其搭载呈欣Glan棱镜的10kW光纤激光器,连续运行2000小时后,棱镜表面依然“零划痕”,透光率衰减不到0.5%。这背后,藏着呈欣光电对高功率场景的深度理解。
为什么高功率激光器“偏爱”Glan棱镜?先拆解它的“抗揍”原理
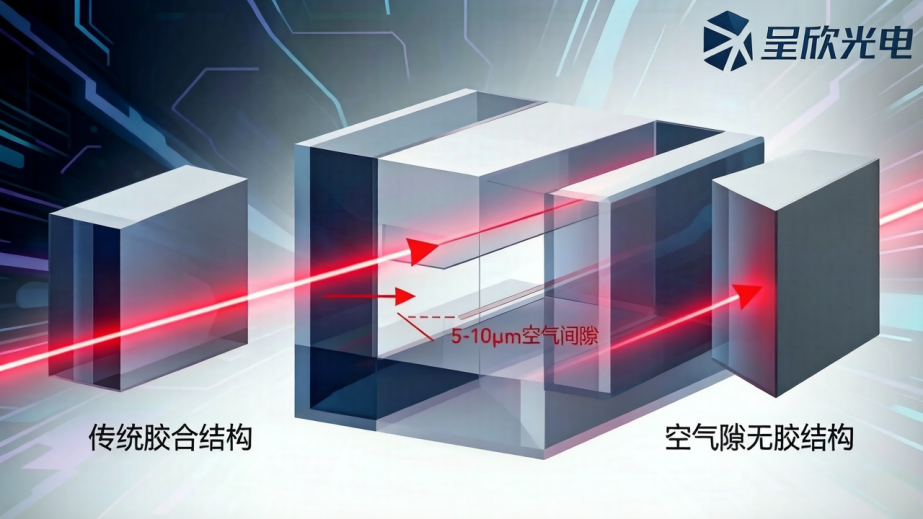
Glan棱镜的核心作用,是把无偏振光拆成两束正交的偏振光(P光和S光),同时让P光透射、S光反射。但普通棱镜用胶水粘合两块晶体,胶水在高功率下会“烧焦”,导致光束质量下降甚至元件炸裂。
呈欣光电的Glan棱镜,直接“砍掉”了胶水——采用空气隙无胶结构,通过精密机械加工让两块晶体之间保留5-10μm的空气间隙。这种设计有两个关键优势:
1. 彻底告别胶水老化:空气的损伤阈值比胶水高10倍以上,即使面对10kW级激光连续轰击,也不会因材料分解产生气泡或裂纹;
2. 散热效率翻倍:空气的热导率是胶水的3倍,热量能更快从晶体表面导出,避免局部过热导致的应力损伤。
呈欣光电的“三板斧”:把可靠性从实验室“焊”到产线
光有理论不够,产线实测才是硬道理。呈欣光电的Glan棱镜能在高功率激光器上批量应用,靠的是这三招:
1. 材料“硬核”:从晶体到镀膜,全链路抗辐射
普通Glan棱镜用冰洲石晶体,损伤阈值约500MW/cm²(1064nm,10ns脉冲)。呈欣光电直接升级到α-BBO晶体,损伤阈值飙升至1GW/cm²,能扛住20kW级激光的连续冲击。
更狠的是镀膜工艺——普通棱镜的反射膜用金属银,容易被激光“烧穿”;呈欣光电采用多层介质膜,通过交替沉积二氧化硅和氧化钽,在1064nm波段的反射率高达99.9%,同时能承受2J/cm²的脉冲能量(行业平均水平仅0.5J/cm²)。
2. 加工“变态”:精度比头发丝细10倍
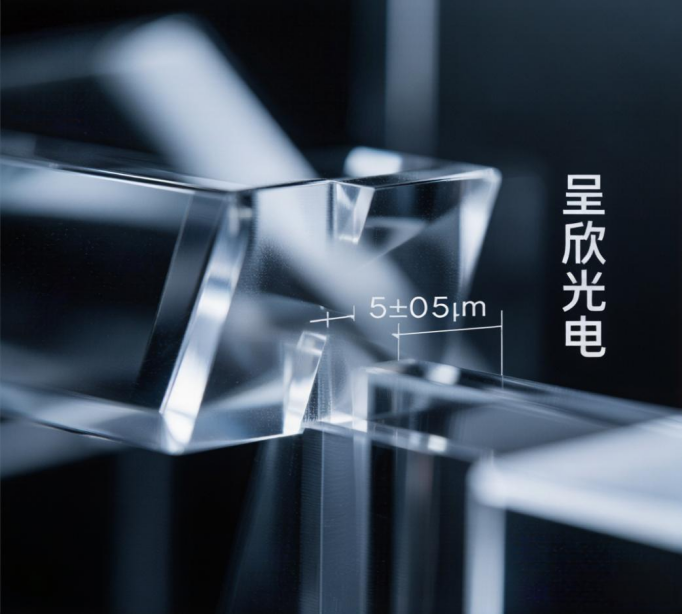
Glan棱镜的空气隙宽度直接影响性能:间隙太大,P光和S光会“串光”;间隙太小,晶体可能因应力开裂。呈欣光电用纳米级加工设备,把空气隙控制在5±0.5μm,比头发丝(约50μm)细10倍。
更绝的是角度精度——棱镜的切割角误差必须小于±2弧秒(1弧秒≈0.00005度),否则P光和S光的分离效率会下降30%。呈欣光电通过五轴联动加工中心,把角度误差压到±0.5弧秒,相当于给精密仪器“戴了老花镜”。
3. 定制“灵活”:从标准件到“非标狂魔”全搞定
激光器的应用场景千差万别:有的需要棱镜通光孔径做到50mm(大功率切割),有的需要把尺寸压缩到10mm×10mm(医疗内窥镜)。呈欣光电的“杀手锏”是高定制能力——从晶体选型、空气隙设计到镀膜方案,都能根据客户需求调整。
某医疗激光企业曾遇到难题:他们的1470nm激光器需要棱镜在200℃高温下工作,普通胶合棱镜直接“脱胶”。呈欣光电用耐高温陶瓷胶替代传统胶水,同时优化空气隙结构,让棱镜在250℃下连续运行1000小时无变形。
选型避坑:这3个细节,90%的工程师都栽过!
1. 别只看“损伤阈值”,要看“实测数据”:有些厂商标称损伤阈值1GW/cm²,但测试条件是“单脉冲、短时间”。呈欣光电的测试标准更严苛——1064nm、10ns脉冲、1000次重复,确保产线长期稳定。
2. 别忽略“波前畸变”:棱镜的加工误差会导致光束波前畸变,影响聚焦效果。呈欣光电的Glan棱镜波前畸变≤λ/10(632.8nm波长),比行业平均水平(λ/4)高4倍。
3. 别被“交期”忽悠:高精度Glan棱镜的加工周期长,有些厂商为了赶交期会简化流程。呈欣光电通过自动化产线,把标准件的交期压到7天,非标件也能在15天内交付,同时保证100%全检。
